English
English



La serie ST-PA-LR6 PATLITE č un'innovativa torretta di segnalazione a prova di esplosione, esente da manutenzione. Le applicazioni possono essere utilizzate nei settori chimico, petrolchimico, polveri combustibili, produzione di gas naturale/minerale, nonché nell'industria alimentare e delle bevande.
Energie non rinnovabili + Alimentare e Beverage
Articoli, News, PDF, Prodotti, Webinar su Energie non rinnovabili + Alimentare e Beverage
Articoli e news su Energie non rinnovabili + Alimentare e Beverage

Nel percorso previsto dall'Unione Europea, entro la fine del 2030 gli Stati membri dovranno garantire collettivamente almeno 35 miliardi di metri cubi di biometano, in linea con gli obiettivi del REPowerEu, allo scopo di sostituire almeno 20% delle importazioni di gas naturale con un'alternativa sostenibile, piů economica e prodotta localmente.

Nel percorso previsto dall'Unione Europea, entro la fine del 2030 gli Stati membri dovranno garantire collettivamente almeno 35 miliardi di metri cubi di biometano, in linea con gli obiettivi del REPowerEu, allo scopo di sostituire almeno 20% delle importazioni di gas naturale con un'alternativa sostenibile, piů economica e prodotta localmente.

Il cuore della soluzione CGT per i Fratelli Pinna, industria Casearia, č stato un impianto di cogenerazione containerizzato da 1,2 MW uno dei pochissimi in Italia alimentati a Gas Naturale Liquefatto, progettato e realizzato "chiavi in mano" per la produzione di acqua calda e vapore, oltre che di energia elettrica.
- La crisi energetica ci spinge a fare quello che si č rimandato per anni - L'opportunitŕ del biogas: dagli scarti una risorsa - Che strada scelgo? Vettore energetici in assetto cogenerativo e trigenerativo; l'evoluzione dell'assorbitore - L'importanza del service e del servizio di manutenzione


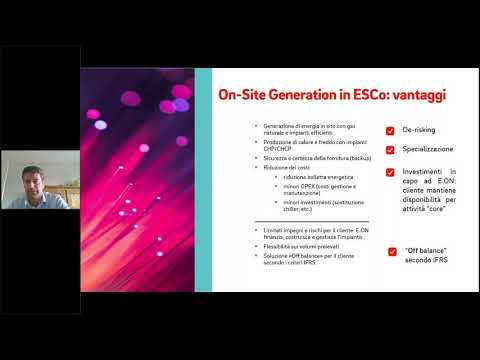
Il Gas Metano o il Biogas alimentano l'impianto di CHP per produrre: - Energia Elettrica dal generatore del motore endotermico - Energia Termica dal circuito di raffreddamento del motore e dai fumi discarico - Energia Frigorifera con assorbitore a bromuri di litio oppure ad ammoniaca Il biogas nell'industria alimentare. Vettori energetici in assetto cogenerativo e trigenerativo.

Misurare in tutta sicurezza la portata del Biogas: come evitare i problemi di corrosione e lavorare al meglio Gli ingegneri responsabili della produzione di biogas che coinvolge i rifiuti organici industriali e il trattamento delle acque reflue urbane apprezzeranno il fatto che il robusto e affidabile misuratore ST51A di Fluid Components International (FCI) combina una precisione di misura superiore con un'elevata affidabilitŕ e sicurezza di funzionamento. Il biogas proveniente da rifiuti organici come gli impianti di lavorazione di alimenti, i sistemi di fermentazione per prodotti lattiero-caseari o cantine e birrerie, cosě come il letame in azienda e gli impianti di trattamento delle acque reflue, viene spesso "digerito" in condizioni anaerobiche nei serbatoi dei reattori. Il risultato č un prezioso biogas, che viene misurato per supportare sistemi energetici ecologici di cogenerazione o per lo smaltimento in torcia. Questa potente miscela di metano combustibile (CH4), anidride carbonica (CO2), acqua e tracce di acido solfidrico corrosivo (H2S) č problematica per molte tecnologie di misurazione della portata. Le proprietŕ combustibili del gas CH4 richiedono le approvazioni di sicurezza HazEx. Inoltre, la natura corrosiva delle particelle di H2S influisce sulle prestazioni e puň intasare molti sensori di flusso, portando a frequenti e laboriose pulizie. Il robusto misuratore massico termico ST51A di FCI č specificamente progettato per processi a biogas sporchi e potenzialmente pericolosi. Offre agli operatori del sistema una misurazione della portata massica altamente accurata e ripetibile per facilitare il controllo del sistema, registrare i dati di produzione del gas e fornire informazioni obbligatorie sulla sicurezza e sui rapporti ambientali. Per sopravvivere nei processi a biogas, il flussimetro ST51 č dotato di serie di una robusta struttura in acciaio inox 316 e di sensori termici in Hastelloy-C22. Č dotato di un design senza parti in movimento, senza intasamenti, che elimina la necessitŕ di una pulizia costante in condizioni di biogas umido e sporco. Il misuratore ST51A č dotato di approvazioni di sicurezza complete e globali per Divisione 1, Zona 1, area Ex. L'elettronica dello strumento č alloggiata in un resistente involucro con grado di protezione NEMA 4X, IP67 contro l'ingresso di polvere/acqua, completamente in metallo (alluminio e acciaio inox 316L) con doppie porte per condotti con filettature NPT o M20. Il trasmettitore puň essere montato integralmente con l'elemento di portata (sonda) o puň essere montato a distanza per una maggiore flessibilitŕ di installazione. Lo strumento viene fornito di serie con doppie uscite 4-20 mA, conformi alle norme NAMUR NE43 e un'uscita a impulsi a 500 Hz. Il modello ST51A aggiunge le comunicazioni digitali tramite il protocollo HART, versione 7. Fornisce al personale dell'impianto dati digitali sui parametri di portata e temperatura, sullo stato di salute dello strumento, sulla diagnostica dei guasti e sulle informazioni sulla gestione delle risorse. Dispone inoltre della capacitŕ di apportare modifiche alla configurazione sul campo, se necessario, utilizzando comunicatori portatili HART standard. Tutti i flussimetri di massa termici di FCI con comunicazione tramite protocollo HART sono certificati e registrati tramite FieldComm Group.
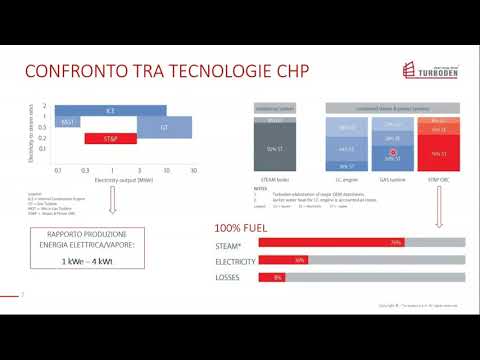
Il sistema ORC - Organic Rankine Cycle, Steam&Power di Turboden č una nuova soluzione per la cogenerazione industriale, ideale per processi ad elevato consumo di vapore o di altri vettori ad alta temperatura, come acqua surriscaldata e olio diatermico. Nel corso della presentazione sono analizzati 2 case history. Il caso della Centrale del Latte - presentazione della soluzione cogenerativa. Il caso Cereal Docks - Gruppo industriale italiano attivo nella prima trasformazione agroalimentare, con 6 stabilimenti produttivi e 2 centri di stoccaggio. Benifici e vantaggi dell'impianto cogenerativo.

Le due realtŕ hanno siglato una partnership per la costituzione di una NewCo per la trasformazione di rifiuti organici e reflui agroalimentari in metano 100% rinnovabile e compost, grazie a un impianto dotato delle migliori tecnologie, in linea con gli orientamenti dell'economia circolare. Stanziati investimenti per 28 milioni di euro. Il Gruppo Hera, attraverso la controllata Herambiente, e la societŕ INALCA (Gruppo Cremonini), leader nella produzione di carni e nella distribuzione di prodotti alimentari, hanno siglato una partnership per la costituzione di una NewCo, denominata BIORG, con la finalitŕ di produrre biometano, un combustibile 100% rinnovabile, e compost dalla raccolta differenziata dell'organico e dai reflui agroalimentari. Grazie a un investimento di circa 28 milioni di euro, sarŕ ristrutturato un sito di proprietŕ di Herambiente nel modenese, a Spilamberto, utilizzando le migliori tecnologie disponibili. L'impianto per la produzione di biometano entrerŕ in funzione entro il 2022. Dopo l'esperienza pionieristica di Sant'Agata Bolognese (BO), avviata nel 2018, prosegue cosě per il Gruppo Hera lo sviluppo della filiera del biometano, con l'obiettivo di arrivare a produrne nel 2024 oltre 15,5 milioni di metri cubi all'anno, aumentando piů del doppio l'attuale quantitativo. Gli importanti benefici ambientali derivanti dalla partnership, anche per il territorio In particolare, in linea con l'attenzione della multiutility per tutti gli aspetti di sostenibilitŕ ambientale, l'impianto di Spilamberto non comporterŕ l'utilizzo di nuovo suolo. Il gas naturale sarŕ ottenuto dalla digestione anaerobica di rifiuti organici provenienti dalla raccolta differenziata del Gruppo Hera e dagli scarti derivanti dal processo di lavorazione dell'industria agroalimentare, tra cui il processo produttivo delle carni di INALCA, societŕ controllata dal Gruppo Cremonini. La produzione attesa, a regime, č di 3,7 milioni di metri cubi di biometano all'anno, che verranno immessi nella rete gas e restituiti al territorio per l'utilizzo in autotrazione.

ST&P č il sistema Organic Rankine Cycle (ORC) Steam & Power di Turboden, societŕ del gruppo Mitsubishi Heavy Industries, per la generazione combinata di calore ed energia elettrica, ideale per processi ad elevato consumo di vapore (o di altri vettori termici come acqua surriscaldata e olio diatermico).






L'ultimo numero della rivista
Gli ultimi webinar su Energie non rinnovabili + Alimentare e Beverage
Il Gas Metano o il Biogas alimentano l'impianto di CHP per produrre: - Energia Elettrica dal generatore del motore endotermico - Energia Termica dal circuito di raffreddamento del motore e dai fumi discarico - Energia Frigorifera con assorbitore a bromuri di litio oppure ad ammoniaca Il biogas nell'industria alimentare. Vettori energetici in assetto cogenerativo e trigenerativo.
Il sistema ORC - Organic Rankine Cycle, Steam&Power di Turboden č una nuova soluzione per la cogenerazione industriale, ideale per processi ad elevato consumo di vapore o di altri vettori ad alta temperatura, come acqua surriscaldata e olio diatermico. Nel corso della presentazione sono analizzati 2 case history. Il caso della Centrale del Latte - presentazione della soluzione cogenerativa. Il caso Cereal Docks - Gruppo industriale italiano attivo nella prima trasformazione agroalimentare, con 6 stabilimenti produttivi e 2 centri di stoccaggio. Benifici e vantaggi dell'impianto cogenerativo.

La tecnologia a micro-onde per trasparenza č un analizzatore da processo che permette di misurare il contenuto in acqua dei latticini e puň essere utilizzata anche per la misura di concentrazione o umiditŕ in altri prodotti sia solidi sia liquidi, la tecnologia a micro-onde č una strumentazione industriale che puň essere utilizzata per la sicurezza nell'industria alimentare. L'analizzatore č progettato per soddisfare le necessitŕ applicative in diversi settori industriali (come alimentare, chimico, petrolchimico e siderurgico), dove una misurazione di densitŕ, umiditŕ e concentrazione in linea, permette di ottimizzare e/o monitorare la produzione del prodotto analizzato.
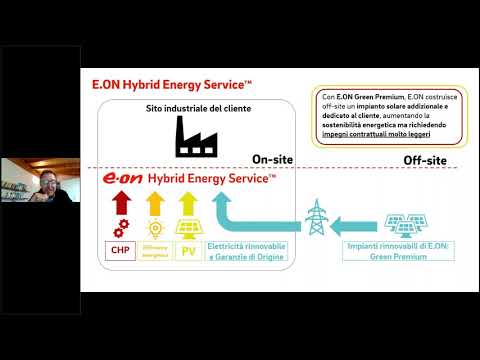
L'industria manifatturiera rappresenta un punto di forza dell'economia italiana, ed una parte importante di essa č caratterizzata da consumi significativi di energia, sia elettrica che termica. Il calore industriale č spesso caratterizzato da temperature elevate (vapore, acqua surriscaldata, olio diatermico) e da profili continui di utilizzo. Questa energia viene generalmente prodotta tramite combustione di gas naturale. La cogenerazione č ad oggi l'unica tecnologia in grado di soddisfare allo stesso tempo tre requisiti: - Produrre questo calore in linea con le richieste dell'industria manifatturiera (in combinazione con l'energia elettrica distribuita); - Garantire un risparmio di combustibile primario attraverso l'alta efficienza (i.e. -15/-25% di riduzione del combustibile primario), riducendo di conseguenza le emissioni di CO2 e portando vantaggi economici; - Fornire una prospettiva concreta di sostenibilitŕ dove il gas naturale possa essere progressivamente miscelato con vettori energetici rinnovabili quali il biometano e l'idrogeno. Č tuttavia forte le domanda da parte dell'industria di raggiungere velocemente maggiori livelli di sostenibilitŕ, senza perdere i vantaggi della cogenerazione.
Soluzioni innovative utilizzate per la realizzazione di un impianto per la produzione di energia elettrica e termica posto in una localitŕ non collegata alla rete nazionale di distribuzione del gas metano.

L'ultima guida in partnership con La Termotecnica
Altri contenuti su Energie non rinnovabili + Alimentare e Beverage
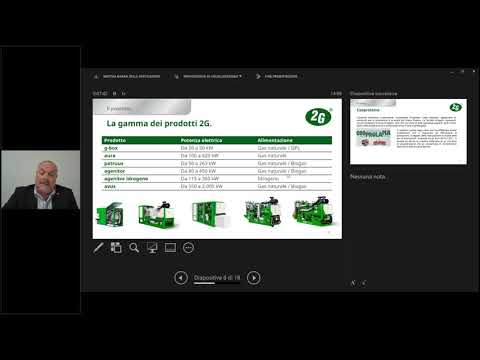
2G presenta un recente caso studio sull'installazione di un cogeneratore 2G G-Box 50 all'interno dello stabilimento produttivo di una cooperativa che produce Grana Padano. 2G Energy AG sviluppa e produce impianti di Cogenerazione per la fornitura decentralizzata di energia e calore che utilizza motori a gas naturale, Gpl, biometano, biogas, gas di depurazione, gas di discarica o idrogeno. L'Azienda bresciana Cooprolama, Cooperativa Produttori Latte Mazzano, appartiene al consorzio per la produzione e la tutela del Grana Padano. La Societŕ sviluppa importanti volumi produttivi di Grana Padano, oltre che una serie di altre specialitŕ casearie, ed č inoltre attiva nella preparazione e confezionamento di Grana grattugiato.

Il test č stato condotto nell'impianto biogas di un mattatoio industriale. L'azienda presso cui si č svolta la prova, per un periodo di sette mesi, č dotata di un digestore mesofilo, monostadio, CSTR, con agitazione meccanica, alimentato con reflui di origine animale. La potenza elettrica di targa č pari a 950 kW/h; il biogas prodotto in media giornalmente č pari a circa 6000 Nm3; l'alimentazione giornaliera corrisponde a 300 tonnellate di scarti di lavorazione, con un corrispondente SRT pari a 24 giorni. La linea di lavaggio del biogas prevede un'unitŕ chiller seguita da scrubber ad umido con soda. Prima dell'inizio del test industriale la produzione giornaliera media di metano era circa 4200 Nm3 con una resa sul teorico di circa 29%.

L’industria agroalimentare Sacchetto SpA per sostituire il primo impianto di cogenerazione realizzato da CGT 15 anni fa, che ha raggiunto le 115.000 ore, con uno nuovo piů moderno e ancora piů performante, ha scelto ancora CGT. Il cuore di questo impianto da 2,5 MWe č un motore Cat® G3520H a gas metano che garantirŕ un rendimento complessivo superiore al 90%, anche grazie ai nuovi sistemi di supervisione e controllo da remoto.

A partire dal 2008 Intergen ha fornito, installato e assistito tre motori di cogenerazione endotermici per l’Ospedale San Raffaele, ciascuno della potenza elettrica di 3,9 MW e termica di 4,4 MW, alimentati a gas naturale che forniscono energia elettrica, acqua surriscaldata e acqua a 90°. Oltre al sottosistema di cogenerazione, la Centrale Termica comprende anche caldaie tradizionali, una pompa di calore e unitŕ frigorifere ad assorbimento e a compressione. Le caldaie operano in modalitŕ integrazione e riserva.

Introduzione Generalitŕ – alcuni ambiti applicativi Panoramica sui prodotti da trattamento termico Confronto tra le proprietŕ Carbone vegetale Biochar e carboni attivi TorWash tecchnology Esempi di impianti, Impianti - Torrefazione Conclusioni

Rovagnati, storica azienda italiana leader nella produzione di salumi di alta qualitŕ, nel 2014 ha scelto Intergen, divisione energia di IML Group, per l’efficientamento energetico del proprio stabilimento di Biassono. All’interno del sito produttivo sono stati installati due impianti di cogenerazione ad alto rendimento, dotati di motori endotermici (MWM) Motoren Werke Mannheim, alimentati a gas naturale, in grado di generare una potenza elettrica di 600 kWe ciascuno.

• La cogenerazione puň dare un valore aggiunto ai processi produttivi • Conoscenza profonda del motore endotermico e dei recuperi termici • Ricerca e sviluppo in-house su: alimentazione, combustione, efficienza meccanica-elettrica, elettronica e software di controllo • Complete soluzioni di packaging e enclosure • Flessibilitŕ commerciale e partnership: ESCo, EPC contractors • Referenze di livello mondiale in tutti gli ambiti dove si applica la cogenerazione a gas naturale
Liquigas, leader in Italia nella distribuzione di GPL e GNL per uso domestico, commerciale e industriale, e Vis, azienda di riferimento nel mercato delle confetture, annunciano che nella giornata odierna verrŕ inaugurato ufficialmente il nuovo impianto a GNL costruito presso lo stabilimento Vis di Lovero, in provincia di Sondrio. Avvalendosi della consulenza fornita da Liquigas, che si occuperŕ dei rifornimenti energetici, Vis ha deciso di abbandonare l’utilizzo dell’olio combustibile a favore del GNL per alimentare i propri processi produttivi. Oltre a garantire un’ottimizzazione dei costi, il Gas Naturale Liquefatto permette di ridurre drasticamente le emissioni di sostanze come CO2 e NOx, oltre a registrare livelli vicini allo zero di particolato, a non produrre rifiuti dannosi e a prevenire l’inquinamento di suolo, sottosuolo e falde acquifere. Una scelta che va nella direzione della sostenibilitŕ ambientale e coerente con la storia di Vis, azienda che opera nel cuore del paesaggio valtellinese dal 1982. Nata come azienda agricola a conduzione familiare, Vis č cresciuta fino a diventare uno tra i piů rinomati produttori di confetture e marmellate sane e genuine, caratterizzate da una bassa quantitŕ di zucchero. Lo stabilimento di trasformazione della frutta in confetture, perfettamente integrato nel paesaggio alpino, č stato ampliato fino a raggiungere una capacitŕ di 28.000 vasi di confettura al giorno. La scrupolosa scelta delle materie prime, i rigidi controlli e le ricerche effettuate da laboratori specializzati permettono a Vis di realizzare marmellate di assoluta eccellenza, nel piů totale rispetto dell’ambiente. La scelta del GNL č quindi perfettamente coerente con i valori di tutela del territorio in cui crede Vis, che ha adottato i piů moderni processi di produzione e utilizza impianti puliti e all’avanguardia. L’impianto a GNL inaugurato oggi sarŕ utilizzato da Vis nei processi di sanificazione, pastorizzazione e cottura della frutta, favorendo una maggior efficienza nel controllo dei costi energetici annuali dell’azienda. La soluzione č costituita da un serbatoio criogenico di stoccaggio del GNL di 40 m3, che alimenta un processo di vaporizzazione del gas naturale liquefatto. L’impianto, che richiede meno attivitŕ di manutenzione rispetto al sistema utilizzato in precedenza da Vis, č inoltre provvisto di un sistema di telemetria che consente il monitoraggio dettagliato degli indici e dei valori dell’impianto stesso, garantendone il perfetto funzionamento 24 ore su 24. “Siamo la prima azienda di confetture in Italia a utilizzare il GNL, una scelta consapevole che ci permette di tutelare sempre di piů l’ambiente in cui operiamo ogni giorno”, spiega Giorgio Visini, Amministratore Delegato di Vis. “L’intenzione di “coesistere” con la natura trova solide radici all’interno della filosofia aziendale, la scelta di un’alimentazione diversa per lo stabilimento sottolinea questo nostro principio fondante e ci permette di costruire una realtŕ conosciuta nel mondo anche per il suo spirito “green”. Un passaggio fondamentale anche per la qualitŕ del nostro prodotto che, grazie a un processo di pastorizzazione realizzato con un quantitativo maggiore di vapore, garantisce alti standard di sicurezza alimentare”. “Le aziende italiane che operano nel settore del food e del beverage sono state tra le prime a comprendere le opportunitŕ e i vantaggi garantiti dal GNL, sia dal punto di vista dell’ottimizzazione dei processi sia dal punto di vista della sostenibilitŕ ambientale”, ha dichiarato Massimiliano Montorfano, Responsabile Vendite Italia Impianti Industriali e GNL. “Dalle emissioni estremamente contenute all’efficienza nell’utilizzo e allo stoccaggio, dato l’elevato potere calorifico e l’alta densitŕ del combustibile, fino alla possibilitŕ di implementare sistemi di cogenerazione e trigenerazione, il GNL č uno strumento che permette di ottimizzare l’intero processo produttivo. Siamo orgogliosi di aver supportato Vis in questo passaggio, dall’ audit energetico fornito inizialmente, alla consulenza continua nella realizzazione dell’impianto, fino alla gestione della fornitura”.

Alla ricerca della massima efficienza e una riduzione dei costi energetici che la mettesse in grado di competere efficacemente sui mercati internazionali, LactoProt, una delle piů grandi societŕ europee specializzata nella lavorazione del latte e del siero per l’estrazione di prodotti destinati a all’industria alimentare, ha avviato con 2G un progetto di quadrigenerazione integrato, in grado di produrre a partire dall’energia primaria, gas naturale, contemporaneamente elettricitŕ, vapore in pressione, acqua calda, acqua fredda.

L'uso dei tradizionali imballaggi di origine petrolchimica implica problematiche ambientali, č auspicabile la loro sostituzione con materiali alternativi e sostenibili. Presentazioni delle bioplastiche biodegradabili, derivanti da biomasse rinnovabili. Approfindimenti sull'acido polilattico (PA) ottenuto a partire dall'acido lattico, prodotto da microorganismi modificati per la fermentazione delle biomasse.